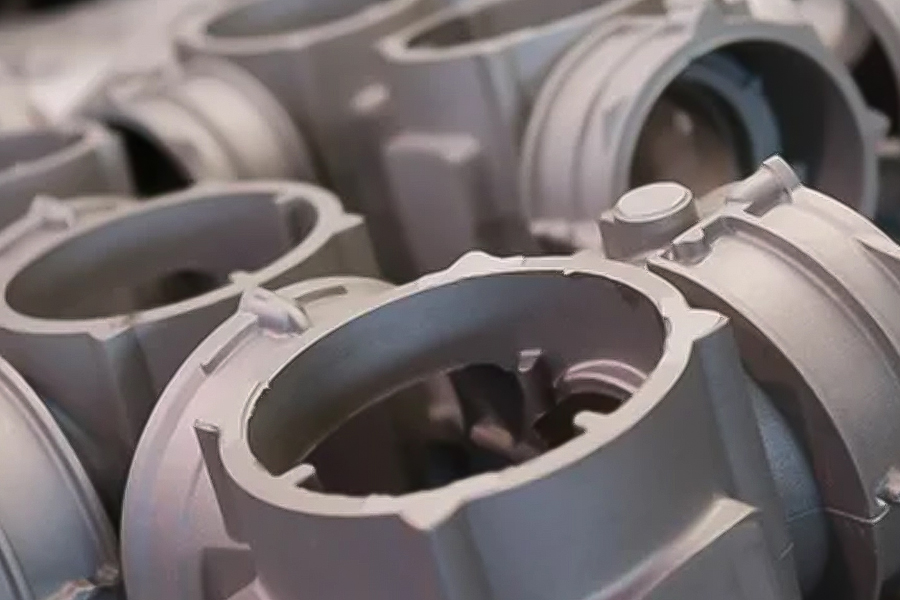
Отливки компрессоров
Специализируется на OEM-производстве и обработке различных типов высококачественных деталей из ковкого чугуна и деталей из серого чугуна.
СВЯЗАТЬСЯ С НАМИУ нас есть профессиональная производственно-техническая команда, которая может разрабатывать и производить продукцию на основе чертежей или образцов, предоставленных нашими клиентами.
Мы можем производить детали из ковкого чугуна, отливки деталей из серого чугуна.
Наша годовая производственная мощность составляет более 20 000 тонн, что может удовлетворить потребности клиентов с различными объемами закупок.
У нас есть собственная лаборатория и современное испытательное оборудование для обеспечения качества продукции.
Haian Aoyu Machinery Manufacturing Co., Ltd. является
Производство и обработка чугунных деталей из ковкого чугуна и серого чугуна, процесс литья - песчано-фурановая смола.
Посмотрите ещеспециализируется на производстве и обработке различных типов высококачественных деталей из ковкого чугуна и деталей из серого чугуна, с общими активами в 200 миллионов юаней, площадью 70 му, площадью здания 30 000 квадратных метров и годовой производственной мощностью 20 000 тонн литья. Области охвата: компрессоры, клапаны, станки, корпуса насосов, ветроэнергетика, детали лифтов и т. д. Продукция экспортируется в Китай, Тайвань, США, Германию, Италию, Данию, Швейцарию, Бельгию, Испанию, Японию и т. д.
Посмотреть больше
Установить в
Площадь здания
Сотрудники
Страны экспорта
Компрессоры, станки, клапаны насосов, инженерное оборудование и т. д.
Материаловедение — механическое поведение Почему серый чугун не выдерживает изгиба Взгляд изнутри на структуру чешуек графита, которая делает серый чугун хрупким при изгибающих нагрузках, и где материал, несмотря на это, по-прежнему превосходен. Прямой ответ: серый чугун не может выдерживать изгибающие нагрузки. Серый чугун не подходит для деталей, требующих изгиба или изгиба, поскольку его микроструктура содержит графитовые хлопья, которые действуют как внутренние концентраторы напряжений, заставляя материал трескаться, а не деформироваться при растяжении. Серый чугун имеет удлинение при разрыве, обычно менее 1% , по сравнению с 15–25% для конструкционной стали и 10–15% для многих алюминиевых сплавов. Это означает, что когда деталь из серого чугуна подвергается многократному изгибу или изгибу, она достигает точки разрушения почти сразу после достижения предела упругости, практически без пластической деформации, предупреждающей о надвигающемся разрушении. Компонент, который должен даже слегка изгибаться во время нормальной работы, например, пружина, кронштейн, подвергающийся циклической нагрузке или кронштейн, подвергающийся изгибу, вызванному вибрацией, принципиально не соответствует механическому поведению отливки из серого чугуна. Эта хрупкость не является производственным дефектом, который можно устранить с помощью более совершенной технологии литья. Это прямое следствие морфологии чешуек графита, которая определяет серый чугун как семейство материалов. Понимание металлургических причин этого ограничения, а также конкретных видов отказов и условий проектирования, где это наиболее важно, помогает инженерам и покупателям избежать дорогостоящих отказов компонентов. Металлургическая первопричина: геометрия графитовых чешуек Серый чугун получил свое название и характерную серую поверхность излома из-за чешуйчатых частиц графита, распределенных по всей матрице железа. Эти хлопья образуются во время затвердевания, когда углерод выпадает в осадок из расплава, а не остается растворенным или образует сферические конкреции, как это происходит в ковком чугуне. Хотя эта чешуйчатая структура обеспечивает серому чугуну превосходное гашение вибрации и теплопроводность, она также создает внутренние неоднородности с острыми краями внутри металла. Серый чугун Концентрация напряжений на кончиках чешуек Каждая чешуйка графита ведет себя механически как уже существовавшая микроскопическая трещина. При приложении изгибающей нагрузки растягивающее напряжение резко концентрируется на кончиках этих чешуек – часто в несколько раз. от 3 до 5 раз номинальное приложенное напряжение. Поскольку железная матрица вокруг чешуек имеет ограниченную способность пластически поддаваться перед разрушением, эти локализованные всплески напряжений распространяются в трещины задолго до того, как объемный материал достигнет своей теоретической прочности. Это принципиально отличается от пластичных материалов, где концентрация напряжений снимается за счет локализованного пластического течения. Асимметричное поведение при растяжении и сжатии Серый чугун также ведет себя совершенно по-разному при растяжении и сжатии, что особенно актуально для изгиба, поскольку при изгибе всегда возникает как сторона растяжения, так и сторона сжатия в поперечном сечении. Серый чугун выдерживает сжимающие напряжения до 3–4 раз его предел прочности. В сценарии изгиба сторона растяжения детали достигает гораздо более низкого порога разрушения задолго до того, как сторона сжатия подвергается напряжению где-то близко к своему пределу, что делает сторону растяжения контролирующим фактором в любом приложении изгиба. Сравнение механических свойств при гибке В таблице ниже показано, почему материалы, обычно выбираемые для гибких или пружинных применений, так существенно отличаются от серого чугуна по свойствам, которые наиболее важны для характеристик изгиба. Материал Удлинение при разрыве Предел прочности (МПа) Подходит для сгибания? Серый чугун (класс 30) Менее 1% 210 – 260 Нет Ковкий (с шаровидным графитом) чугун 10 – 18% 414 – 550 Ограниченный Мягкая конструкционная сталь 20 – 25% 400 – 550 Да Пружинная сталь 10 – 15% 12:00 – 19:00 Да Практически полное отсутствие пластического удлинения серого чугуна является единственным ярким показателем того, что любое изделие из серого чугуна следует исключить из областей применения, связанных с повторяющимся изгибом, прогибом под нагрузкой или изгибом, вызванным ударами. Как серый чугун выходит из строя в условиях изгиба Внезапный хрупкий перелом Поскольку пластическая деформация перед разрушением практически отсутствует или практически отсутствует, деталь из серого чугуна, подвергающаяся изгибу, обычно не имеет видимых предупреждающих знаков, таких как изгиб, прогиб или деформация поверхности. Деталь работает нормально, пока не достигнет напряжения разрушения, а затем внезапно и полностью выходит из строя. Такое поведение особенно опасно в приложениях, где безопасность критически важна, где операторы полагаются на видимую деформацию как на раннее предупреждение о перегрузке. Для серого чугуна нет никаких предупреждений об изгибе — деталь выглядит идеально до тех пор, пока это не станет не так. Инициирование усталостных трещин из графитовых чешуек Даже при изгибающих напряжениях ниже статического предела разрушения повторяющийся циклический изгиб может вызвать усталостные трещины на кончиках графитовых чешуек. За тысячи циклов нагрузки эти микротрещины распространяются по матрице, что в конечном итоге приводит к усталостному разрушению при уровнях напряжения, значительно ниже номинальной прочности материала на растяжение. Любая отливка из серого чугуна, подвергающаяся изгибу, вызванному вибрацией, например, кронштейн, установленный рядом с вращающимся оборудованием, подвергается повышенному риску возникновения этого вида отказа в течение срока службы. Дефекты литья усиливают риск Пористость, усадочные полости и включения, появившиеся в процессе литья, создают дополнительные точки концентрации напряжений за пределами самих чешуек графита. Авторитетный литейный завод серого чугуна контролирует температуру разливки, конструкцию литников и скорость охлаждения, чтобы свести к минимуму эти дефекты, но даже хорошо контролируемые отливки сохраняют некоторые внутренние неоднородности, которые еще больше снижают устойчивость к изгибным нагрузкам по сравнению с деформируемыми или коваными материалами. Категории приложений, где это ограничение имеет наибольшее значение Пружины и гибкие крепления: Любая деталь, предназначенная для накопления и высвобождения упругой энергии за счет многократного прогиба, требует высокого удлинения, которого не может обеспечить серый чугун. Конструктивные кронштейны под воздействием вибрации: Кронштейны, установленные рядом с двигателями, насосами или компрессорами, подвергаются постоянному изгибу малой амплитуды, который со временем может вызвать усталостное растрескивание серого чугуна. Тонкостенные панели, подверженные изгибу: Панели кузова и крышки корпусов автомобилей, которые прогибаются во время транспортировки или установки, гораздо лучше подходят для листовой стали или алюминия. Связи с ударной нагрузкой: Механические связи, которые должны поглощать внезапные ударные нагрузки за счет упругого изгиба, должны избегать литья из серого чугуна в пользу более пластичных альтернатив. Конструкционные элементы, выдерживающие сейсмические или ветровые нагрузки: Структуры, которые должны изгибаться для рассеивания энергии динамической нагрузки, требуют материалов со значительной пластичностью после текучести. Опасность — риск тихого сбоя Никогда не полагайтесь на видимый прогиб как на запас прочности для детали из серого чугуна при изгибе. К тому времени, когда деформация становится видимой, деталь, скорее всего, уже сломалась. Где серый чугун остается правильным выбором Несмотря на плохие характеристики при изгибе, серый чугун остается отличным выбором материала для жестких, нагруженных сжатием или виброгасящих конструкций, где изгиб не является частью проектной задумки. Блоки двигателей, основания станков, трубопроводная арматура и корпуса насосов обычно статичны или нагружены преимущественно сжатием, что позволяет им получить выгоду от превосходной обрабатываемости, низкой стоимости и гашения вибраций, которые обеспечивает литье из серого чугуна, не подвергая материал изгибающим нагрузкам, которые он не может вынести. В этих целях хорошо контролируемый процесс литья серого чугуна производит компоненты, которые надежно превосходят более пластичные, но более дорогие материалы по соотношению цена-качество. Успех — там, где он по-настоящему сияет Для статических, нагруженных сжатием и чувствительных к вибрации компонентов серый чугун остается одним из наиболее экономичных и надежных доступных материалов. Лучшие альтернативы для гибки или сгибания Если конструкция действительно требует упругого изгиба, отклонения или изгиба, вместо серого чугуна обычно указываются следующие альтернативы: Ковкий (с шаровидным графитом) чугун заменяет графитовые хлопья сферическими конкрециями, увеличивая удлинение до 10–18%, сохраняя при этом большую часть стоимости и преимуществ чугуна в литейных качествах. Конструкционная или пружинная сталь обеспечивает высокое сопротивление удлинению и усталости, необходимое для кронштейнов и пружин, подвергающихся многократному изгибу. Алюминиевые сплавы обеспечивают умеренную пластичность в сочетании с меньшим весом для панелей и корпусов, которые должны слегка прогибаться во время манипуляций. Инженерные композиты могут быть адаптированы для конкретной жесткости при изгибе и усталостной долговечности в специализированных применениях. Информация — соответствие материала функции Правильная замена зависит от профиля нагрузки: при усталостном изгибе предпочтение отдается ковкому чугуну или стали, тогда как при чувствительном к весу изгибе предпочтение отдается алюминию или композитам. Заключительный вывод для инженеров-конструкторов Серый чугун не подходит для деталей, требующих изгиба или изгиба, поскольку его микроструктура из чешуек графита серьезно ограничивает пластическую деформацию, концентрирует напряжение на кончиках чешуек и ведет себя асимметрично при растяжении и сжатии. Любая отливка из серого чугуна, подвергающаяся многократному изгибу, изгибу под воздействием вибрации или ударной нагрузке, подвергается значительному риску внезапного, непредсказуемого разрушения, а не постепенной видимой деформации. Правильный инженерный ответ заключается не в том, чтобы заставлять серый чугун выполнять гибкую роль, а в том, чтобы зарезервировать его для жестких, сжимающих и гасящих вибрации применений, где должным образом контролируемый процесс литья серого чугуна действительно обеспечивает превосходную эффективность, и выбирать ковкий чугун, сталь или алюминий там, где упругий изгиб является частью функциональных требований. .gcb-editorial { background: linear-gradient(180deg, #f7f5f0 0%, #f3f1ea 100%); color: #2a2824; font-family: -apple-system, BlinkMacSystemFont, "Helvetica Neue", Arial, sans-serif; line-height: 1.75; padding: 64px 32px 80px; max-width: 100%; box-sizing: border-box;}.gcb-hero { max-width: 900px; margin: 0 auto 56px; padding: 0 8px;}.gcb-kicker { font-size: 13px; letter-spacing: 0.14em; text-transform: uppercase; color: #9c8256; font-weight: 600; margin: 0 0 18px;}.gcb-title { font-size: 40px; font-weight: 800; letter-spacing: -0.01em; line-height: 1.2; color: #1f1d19; margin: 0 0 20px;}.gcb-deck { font-size: 19px; color: #5a564d; line-height: 1.6; margin: 0; font-weight: 400;}.gcb-section { max-width: 900px; margin: 0 auto; padding: 44px 8px;}.gcb-section.gcb-tint { background: rgba(156, 130, 86, 0.05); border-radius: 2px; padding: 44px 40px;}.gcb-h2 { font-size: 26px; font-weight: 700; letter-spacing: -0.005em; color: #1f1d19; margin: 0 0 20px; text-align: left;}.gcb-h3 { font-size: 18px; font-weight: 700; color: #33302b; margin: 28px 0 14px; text-align: left;}.gcb-p { font-size: 16.5px; color: #3b3833; margin: 0 0 16px; text-align: left;}.gcb-p strong { color: #1d1b18; font-weight: 700;}.gcb-quote { margin: 28px 0; padding: 6px 0 6px 22px; border-left: 3px solid #9c8256; background: rgba(156, 130, 86, 0.06); font-size: 18px; font-style: italic; color: #48453d; line-height: 1.6;}.gcb-list { margin: 0 0 20px; padding: 0;}.gcb-list li { list-style-position: inside; list-style-type: disc; font-size: 16.5px; color: #3b3833; margin-bottom: 10px; line-height: 1.65;}.gcb-list-ordered li { list-style-type: decimal;}.gcb-table { width: 100%; border-collapse: collapse; font-size: 15.5px; margin: 24px 0 8px; text-align: center;}.gcb-table thead th { font-weight: 700; color: #1f1d19; border-bottom: 2px solid #d6d0c1; padding: 12px 10px; background: transparent;}.gcb-table td { border-bottom: 1px solid #e4dfd3; padding: 12px 10px; color: #3b3833;}.gcb-table caption { caption-side: bottom; font-size: 14px; margin-top: 12px; font-style: italic; color: #88836f;}.gcb-callout { border-radius: 3px; padding: 20px 24px; margin: 24px 0;}.gcb-callout-title { font-size: 13px; font-weight: 700; letter-spacing: 0.06em; text-transform: uppercase; margin: 0 0 8px;}.gcb-callout .gcb-p { margin: 0; font-size: 15.5px;}.gcb-callout-info { background: rgba(90, 130, 150, 0.07); border-left: 3px solid #7a9fb0;}.gcb-callout-info .gcb-callout-title { color: #4a7686; }.gcb-callout-success { background: rgba(110, 140, 100, 0.08); border-left: 3px solid #86a577;}.gcb-callout-success .gcb-callout-title { color: #587146; }.gcb-callout-warning { background: rgba(190, 150, 80, 0.09); border-left: 3px solid #c79a52;}.gcb-callout-warning .gcb-callout-title { color: #8a6a2c; }.gcb-callout-danger { background: rgba(180, 100, 90, 0.08); border-left: 3px solid #b56b5f;}.gcb-callout-danger .gcb-callout-title { color: #96493c; }@media (max-width: 640px) { .gcb-editorial { padding: 40px 18px 60px; } .gcb-title { font-size: 30px; } .gcb-deck { font-size: 17px; } .gcb-h2 { font-size: 22px; } .gcb-section.gcb-tint { padding: 32px 20px; }}
Материаловедение — вес и плотность Почему серый чугун тяжелее алюминия? Более пристальный взгляд на причины на атомном уровне, лежащие в основе разрыва в плотности, где лишний вес становится обузой, а где он незаметно становится преимуществом. Прямой ответ: плотность – основная причина Серый чугун тяжелее алюминия и других легких альтернатив из-за одного фундаментального физического свойства: плотность . Серый чугун имеет плотность примерно 7,1–7,3 г/см³ , в то время как алюминиевые сплавы обычно варьируются от 2,6–2,8 г/см³ . Это означает, что для детали одинакового объема серый чугун будет весить примерно в 2,5-2,7 раза больше чем алюминиевый эквивалент. Это не производственный дефект или конструктивный недостаток — это внутренняя характеристика металлургии железо-углерод-кремний, которая определяет серый чугун как класс материала. Инженеры, которые выбирают литье из серого чугуна для проекта идут на осознанный компромисс, соглашаясь на дополнительную массу в обмен на другие преимущества в производительности, с которыми не могут сравниться легкие альтернативы. Чтобы понять, почему существует этот разрыв в плотности – и когда он действительно имеет значение – необходимо выйти за рамки одного числа в таблице данных. В следующих разделах рассматриваются причины разницы в весе на атомном уровне, сравнивается серый чугун с обычными легкими материалами и объясняются практические ситуации, когда добавленный вес является либо серьезным недостатком, либо, что удивительно, преимуществом. Почему атомы железа весят больше, чем атомы алюминия На атомном уровне железо просто несет больше массы на атом, чем алюминий. Железо имеет атомную массу около 55,85 г/моль по сравнению с алюминием 26,98 г/моль — примерно вдвое. Поскольку серый чугун состоит в основном из железа (обычно 93–97% по весу, легированного углеродом, кремнием, марганцем, серой и фосфором), атомный вес основного металла доминирует над конечной плотностью отливки. Железо также имеет плотно упакованную объемно-центрированную кубическую или гранецентрированную кубическую кристаллическую структуру в зависимости от температурной фазы, что позволяет атомам плотно упаковываться вместе. Кубическая гранецентрированная структура алюминия столь же эффективна при упаковке, но поскольку каждый атом весит намного меньше, результирующая объемная плотность намного ниже. Эта разница в атомном масштабе является неизбежной отправной точкой для любого сравнения веса между серым чугуном и альтернативами на основе алюминия. литье из серого чугуна Сравнение плотности: серый чугун и обычные легкие материалы Чтобы конкретизировать недостаток веса, в приведенной ниже таблице сравнивается серый чугун с материалами, наиболее часто предлагаемыми в качестве легких заменителей в основаниях машин, корпусах и конструктивных кронштейнах. Материал Плотность (г/см³) Вес по сравнению с серым чугуном Серый чугун 7,1 – 7,3 Базовый уровень Алюминиевый сплав (356/6061) 2,6 – 2,8 Примерно на 62% легче Магниевый сплав 1,7 – 1,9 Примерно на 75% легче Конструкционная сталь (мягкая) 7,8 – 7,9 Немного тяжелее Армированный волокном полимерный композит 1,5 – 2,0 Примерно на 73–79% легче Как видно из таблицы, только мягкая сталь приближается к плотности серого чугуна; любая другая распространенная легкая альтернатива значительно менее плотна. Вот почему проектировщики, работающие в рамках строгого бюджета по весу (кронштейны для аэрокосмической отрасли, корпуса портативного оборудования, автомобильные кузовные панели), почти никогда не рекомендуют отливку из серого чугуна, если для этого нет конкретной функциональной причины. Когда лишний вес становится настоящей проблемой Транспорт и топливная эффективность В автомобильном и мобильном оборудовании каждый килограмм добавленной массы приводит к увеличению расхода топлива или уменьшению запаса хода аккумулятора. Блок двигателя из серого чугуна может весить на 40–50% больше чем эквивалентный алюминиевый блок, и именно поэтому в большинстве современных легковых автомобилей блоки двигателей и головки цилиндров были заменены на алюминий, несмотря на более высокую стоимость материала. Для производителей, стремящихся к стандартам экономии топлива или целевым показателям запаса хода электромобилей, такое снижение веса часто дисквалифицирует. Каждый килограмм, снятый с движущегося компонента, — это килограмм, который трансмиссии больше не придется ускорять, замедлять и нести на себе в течение всего срока службы машины. Затраты на установку и обслуживание Более тяжелые компоненты требуют более надежного подъемного оборудования, более прочного крепежа и дополнительных трудозатрат при установке. Например, отливка из серого чугуна, используемая в качестве основы машины, может потребовать установки крана, тогда как алюминиевый эквивалент можно перемещать вручную или с помощью простого подъемника. Это увеличивает как прямые затраты на рабочую силу, так и сроки реализации проекта, особенно при полевых установках, где доступ к тяжелому оборудованию ограничен. Доставка и логистика Стоимость фрахта часто рассчитывается по весу, особенно при авиаперевозках и международных морских перевозках. Транспортировка отливки из серого чугуна за границу может стоить значительно дороже, чем более легкая альтернатива того же размера, что является важным фактором для покупателей, закупающих большие партии отливок на зарубежных литейных заводах. Где лишний вес на самом деле является преимуществом Важно отметить, что вес не всегда является недостатком. В нескольких категориях применений масса серого чугуна напрямую способствует улучшению функциональных характеристик: Гашение вибрации: Структура графитовых чешуек серого чугуна поглощает механическую вибрацию гораздо эффективнее, чем алюминий, а добавленная масса дополнительно стабилизирует станины станков и блоки двигателей от резонанса. Стабильность станка: Более тяжелые основания станков устойчивы к прогибам и вибрации во время операций высокоточной резки, поэтому станины токарных станков с ЧПУ и корпуса фрезерных станков по-прежнему обычно изготавливаются из отливки из серого чугуна. Использование противовеса и балласта: В лифтах, кранах и промышленных противовесах высокая плотность серого чугуна является скорее конструктивным требованием, чем недостатком, поскольку позволяет компактному противовесу обеспечивать значительную массу. Удержание тепловой массы: Посуда и промышленные радиаторы выигрывают от тепловой инерции, присущей более плотному материалу, и удерживают тепло дольше, чем более легкие альтернативы. Успех — когда вес работает в вашу пользу Для стационарного, чувствительного к вибрации оборудования добавленная масса серого чугуна не является затратой — это, в первую очередь, причина, по которой оборудование работает хорошо. Покупатели должны оценить соотношение цены и качества Выбор между серым чугуном и легкой альтернативой не должен основываться только на весе. Стоимость сырья, обрабатываемость, характеристики демпфирования и долговечность – все это влияет на общую стоимость владения. Обычно серый чугун стоит На 30–50% меньше на килограмм чем алюминиевый сплав, а его превосходная обрабатываемость снижает износ инструментов во время производства. Для статических или полустатических применений — оснований машин, корпусов насосов, корпусов клапанов, тормозных роторов — потеря веса редко влияет на производительность, что делает отливку из серого чугуна более экономичным выбором. Предупреждение: движущиеся части усугубляют штраф В любом приложении, где компонент движется, ускоряется или его необходимо переносить, недостаток веса быстро усугубляется. Поступательно-поступательные или вращающиеся детали из серого чугуна требуют больше энергии для ускорения и замедления, что увеличивает износ подшипников, двигателей и систем привода в течение срока службы компонента. Можно ли уменьшить недостаток веса за счет дизайна? У литейщиков и инженеров-конструкторов есть некоторые инструменты, позволяющие компенсировать недостаток плотности серого чугуна без полной замены материала: Ребристые и сердцевинные конструкции удаляют излишки материала из ненесущих секций, снижая общий вес отливки за счет 15–25% без ущерба для жесткости. Оптимизация толщины стенок посредством анализа методом конечных элементов определяет области, где материал можно безопасно утончить. Полая или коробчатая геометрия вместо цельных блоков снижает массу, сохраняя при этом жесткость конструкции. Гибридные узлы сочетают в себе отливку из серого чугуна для зон, подверженных сильному износу или вибрации, с более легкими материалами в других частях той же конструкции. Информация — Управление ожиданиями Эти стратегии редко закрывают разрыв по полной плотности с алюминием, но они могут существенно сократить его, сохраняя при этом преимущества по демпфированию и стоимости, которые в первую очередь делают серый чугун привлекательным. Заключительный вывод для покупателей и инженеров Серый чугун тяжелее алюминия и других легких альтернатив исключительно из-за его более высокой атомной плотности, а не из-за плохой практики литейного производства или неэффективной конструкции. Имеет ли это значение, полностью зависит от области применения: для стационарных, чувствительных к вибрации или дорогостоящих компонентов отливка из серого чугуна остается одним из наиболее практичных и экономичных доступных вариантов. Для применений, где мобильность, энергоэффективность или логистика обработки являются приоритетами, недостаток веса является законной причиной вместо этого рассмотреть альтернативы из алюминия, магния или композитных материалов. Понимание этого компромисса, а не рассмотрение веса как универсального негативного фактора, является ключом к выбору правильного материала для правильной работы. Опасность — единственная ошибка, которую следует избегать Не выбирайте по умолчанию серый чугун для движущихся или важных по весу узлов просто из-за его более низкой стоимости материала — затраты на энергию, износ и транспортировку могут во много раз перевесить первоначальную экономию. .gci-editorial { background: linear-gradient(180deg, #faf8f4 0%, #f6f4ef 100%); color: #2b2926; font-family: -apple-system, BlinkMacSystemFont, "Helvetica Neue", Arial, sans-serif; line-height: 1.75; padding: 64px 32px 80px; max-width: 100%; box-sizing: border-box;}.gci-hero { max-width: 900px; margin: 0 auto 56px; padding: 0 8px;}.gci-kicker { font-size: 13px; letter-spacing: 0.14em; text-transform: uppercase; color: #a08a5f; font-weight: 600; margin: 0 0 18px;}.gci-title { font-size: 40px; font-weight: 800; letter-spacing: -0.01em; line-height: 1.2; color: #201e1b; margin: 0 0 20px;}.gci-deck { font-size: 19px; color: #5c584f; line-height: 1.6; margin: 0; font-weight: 400;}.gci-section { max-width: 900px; margin: 0 auto; padding: 44px 8px;}.gci-section.gci-tint { background: rgba(160, 138, 95, 0.05); border-radius: 2px; padding: 44px 40px;}.gci-h2 { font-size: 26px; font-weight: 700; letter-spacing: -0.005em; color: #201e1b; margin: 0 0 20px; text-align: left;}.gci-h3 { font-size: 18px; font-weight: 700; color: #35322d; margin: 28px 0 14px; text-align: left;}.gci-p { font-size: 16.5px; color: #3d3a35; margin: 0 0 16px; text-align: left;}.gci-p strong { color: #1f1d1a; font-weight: 700;}.gci-quote { margin: 28px 0; padding: 6px 0 6px 22px; border-left: 3px solid #a08a5f; background: rgba(160, 138, 95, 0.06); font-size: 18px; font-style: italic; color: #4a463f; line-height: 1.6;}.gci-list { margin: 0 0 20px; padding: 0;}.gci-list li { list-style-position: inside; list-style-type: disc; font-size: 16.5px; color: #3d3a35; margin-bottom: 10px; line-height: 1.65;}.gci-list-ordered li { list-style-type: decimal;}.gci-table { width: 100%; border-collapse: collapse; font-size: 15.5px; margin: 24px 0 8px; text-align: center;}.gci-table thead th { font-weight: 700; color: #201e1b; border-bottom: 2px solid #d8d2c4; padding: 12px 10px; background: transparent;}.gci-table td { border-bottom: 1px solid #e6e1d6; padding: 12px 10px; color: #3d3a35;}.gci-table caption { caption-side: bottom; font-size: 14px; margin-top: 12px; font-style: italic; color: #8a8578;}.gci-callout { border-radius: 3px; padding: 20px 24px; margin: 24px 0;}.gci-callout-title { font-size: 13px; font-weight: 700; letter-spacing: 0.06em; text-transform: uppercase; margin: 0 0 8px;}.gci-callout .gci-p { margin: 0; font-size: 15.5px;}.gci-callout-info { background: rgba(90, 130, 150, 0.07); border-left: 3px solid #7a9fb0;}.gci-callout-info .gci-callout-title { color: #4f7draft; color: #4a7686; }.gci-callout-success { background: rgba(110, 140, 100, 0.08); border-left: 3px solid #86a577;}.gci-callout-success .gci-callout-title { color: #587146; }.gci-callout-warning { background: rgba(190, 150, 80, 0.09); border-left: 3px solid #c79a52;}.gci-callout-warning .gci-callout-title { color: #8a6a2c; }.gci-callout-danger { background: rgba(180, 100, 90, 0.08); border-left: 3px solid #b56b5f;}.gci-callout-danger .gci-callout-title { color: #96493c; }@media (max-width: 640px) { .gci-editorial { padding: 40px 18px 60px; } .gci-title { font-size: 30px; } .gci-deck { font-size: 17px; } .gci-h2 { font-size: 22px; } .gci-section.gci-tint { padding: 32px 20px; }}
Материаловедение — Сравнение литья Серый чугун имеет более низкая прочность на разрыв, меньшая пластичность и пониженная ударопрочность по сравнению с ковким чугуном , что делает его более слабым выбором для компонентов, подверженных ударным нагрузкам, растяжениям или повторяющимся циклам напряжений. Хотя серый чугун по-прежнему ценен благодаря своей превосходной демпфирующей способности, обрабатываемости и низкой стоимости, ковкий чугун постоянно превосходит его в тех случаях, когда требуется структурная надежность в динамических условиях или условиях высоких напряжений. Понимание этих различий помогает покупателям избежать дорогостоящих ошибок при выборе между двумя материалами для промышленных или механических деталей. Более низкие пределы прочности на разрыв Одним из наиболее существенных недостатков серого чугуна является его сравнительно низкая прочность на разрыв. Типичные марки серого чугуна, такие как класс 30 или класс 40, обладают пределом прочности на разрыв от от 30 000 до 40 000 фунтов на квадратный дюйм , в то время как марки ковкого чугуна, такие как 65-45-12, могут достигать предела прочности на разрыв 65 000 фунтов на квадратный дюйм или выше . Этот зазор становится критическим в тех случаях, когда компоненты должны противостоять силам тяги, например, трубопроводная арматура, конструкционные кронштейны или корпуса машин под нагрузкой. Поскольку отливка из серого чугуна основана на микроструктуре графитовых чешуек, растягивающие нагрузки концентрируют напряжение на кончиках этих чешуек, что приводит к преждевременному растрескиванию. Ковкий чугун, напротив, содержит шаровидные графитовые конкреции, которые более равномерно распределяют напряжение по всему материалу, что позволяет ему выдерживать значительно более высокие нагрузки перед разрушением. Пониженная пластичность и удлинение перед разрушением Под пластичностью понимается способность материала деформироваться под нагрузкой, не разрушаясь. Серый чугун обычно демонстрирует удлинение менее 1% до разрушения, что означает, что он ведет себя хрупко при воздействии сил изгиба, скручивания или растяжения. Ковкий чугун, как следует из его названия, может достигать значений удлинения между 10% и 18% в зависимости от марки, что позволяет компонентам слегка изгибаться под нагрузкой, а не внезапно ломаться. Эта разница имеет большое значение для деталей, которые испытывают вибрацию, тепловое расширение или незначительное смещение во время работы. Отливка из серого чугуна, используемая в жесткой среде с низкими напряжениями, может работать адекватно, но та же деталь, подвергающаяся динамической нагрузке, с гораздо большей вероятностью выйдет из строя без предупреждения по сравнению с ее эквивалентом из ковкого чугуна. Серый чугун Сравнительные механические свойства Недвижимость Серый чугун Ковкий чугун Предел прочности 30 000–40 000 фунтов на квадратный дюйм 60 000–100 000 фунтов на квадратный дюйм Удлинение Менее 1% 10–18% Ударопрочность Низкий От умеренного до высокого Графитовая структура чешуйки Сфероидальные узелки Плохая производительность при ударах и ударных нагрузках Хрупкая природа серого чугуна делает его особенно уязвимым к внезапным ударам или ударным нагрузкам. Чешуйки графита действуют как источник внутренних напряжений, и при приложении резкой силы трещины могут быстро распространяться по материалу практически без предупреждения. Вот почему литье из серого чугуна обычно избегают в таких областях, как компоненты автомобильной подвески, горнодобывающее оборудование или рамы тяжелой техники, которые испытывают повторяющиеся толчки. Шаровидная графитовая структура ковкого чугуна гораздо эффективнее препятствует распространению трещин: трещина должна перемещаться вокруг каждого узла, поглощая энергию и замедляя разрушение. Инженеры часто выбирают ковкий чугун вместо отливок из серого чугуна именно по этой причине, когда ударопрочность является приоритетом конструкции. Распространенные области применения, чувствительные к ударам, где предпочтение отдается ковкому чугуну Подвеска автомобиля и поворотные кулаки Корпуса редукторов ветряных турбин Кронштейны для тяжелой строительной техники Фитинги напорных труб, подверженные гидроударам Компоненты сельскохозяйственной техники, подвергающиеся воздействию камней и мусора Предупреждение Использование серого чугуна в узлах, нагруженных ударными нагрузками, без достаточного расчетного запаса значительно повышает риск внезапного, необъявленного разрушения. Снижение усталостной прочности в условиях циклического нагружения Сопротивление усталости характеризует, насколько хорошо материал выдерживает повторяющиеся циклы напряжений с течением времени без образования трещин. Серый чугун обычно имеет предел выносливости примерно от 35% до 50% прочности на растяжение. , а поскольку его базовая прочность на растяжение уже низка, его абсолютная усталостная выносливость соответственно слаба. Компоненты, изготовленные из отливок из серого чугуна, которые подвергаются постоянной вибрации, вращению или колебаниям давления, склонны к образованию микротрещин, которые в конечном итоге приводят к усталостному разрушению. Ковкий чугун обычно достигает предела выносливости, близкого к от 40% до 60% его более высокой прочности на растяжение, что приводит к гораздо большей абсолютной усталостной выносливости. Это делает ковкий чугун предпочтительным материалом для коленчатых валов, шестерен и вращающихся деталей машин, где в течение срока службы компонентов ожидаются миллионы циклов нагрузки. Снижение свариваемости и проблемы ремонта Сварка серого чугуна чрезвычайно сложна из-за высокого содержания углерода и хрупкой матрицы. Быстрый нагрев и охлаждение во время сварки часто приводит к появлению новых точек напряжения, вызывая образование трещин вблизи зоны сварки. Для достижения приемлемого качества сварного шва обычно требуются специальный предварительный нагрев, медленное охлаждение и присадочные стержни на основе никеля, что увеличивает время и затраты на ремонт или изготовление. Информация Ковкий чугун обычно лучше реагирует на стандартные процедуры сварки из-за его более щадящей узловатой структуры, которая может значительно сократить сроки ремонта на месте. Более высокий риск внезапного катастрофического отказа Поскольку серому чугуну не хватает пластичности, чтобы заметно деформироваться перед разрушением, отказы часто происходят без каких-либо ранних предупреждающих признаков, таких как изгиб, вздутие или заметная деформация. Такое поведение «хрупкого разрушения» является серьезной проблемой в критически важных для безопасности приложениях, где операторы полагаются на видимые признаки напряжения, чтобы запланировать техническое обслуживание или замену до того, как деталь выйдет из строя полностью. Опасность Хрупкое разрушение серого чугуна практически не приводит к видимой деформации перед разрушением, что делает его непригодным для компонентов, критичных с точки зрения безопасности, выдерживающих давление или критичных к траектории нагрузки. Пластическая деформация ковкого чугуна перед разрушением обеспечивает встроенную систему раннего предупреждения. Деталь из ковкого железа под чрезмерным напряжением обычно заметно изгибается или деформируется, прежде чем сломается, что дает возможность бригадам технического обслуживания вмешаться. Эта поведенческая разница является основной причиной, почему такие отрасли, как водная инфраструктура, компоненты автомобильной безопасности и производство сосудов под давлением, отдают предпочтение ковкому чугуну, а не литью из серого чугуна для критически важных деталей. Где серый чугун все еще имеет преимущество Несмотря на эти недостатки, серый чугун не лишен достоинств. Его превосходная способность гашения вибрации делает его отличным выбором для блоков двигателей, станков и других применений, где поглощение вибрации важнее, чем сопротивление напряжению или удару. Серый чугун, как правило, дешевле производить и легче обрабатывать, чем ковкий чугун, поскольку хлопья графита действуют как естественная смазка во время операций резания, уменьшая износ инструмента. Для покупателей, сравнивающих отливки из серого чугуна с альтернативами из ковкого чугуна, решение часто сводится к простому компромиссу: выбирать серый чугун для экономически чувствительных, сжимающих и виброгасящих применений, и выбирать ковкий чугун, когда прочность на растяжение, ударная стойкость или усталостные характеристики при циклическом напряжении являются приоритетом. Контрольный список для быстрого принятия решения Испытывает ли деталь растягивающие или изгибающие нагрузки? Выбирайте ковкий чугун. Является ли гашение вибрации основным требованием? Серого чугуна может быть достаточно. Будет ли компонент подвергаться повторным ударам или ударам? Ковкий чугун безопаснее. Является ли бюджет доминирующим ограничением при низком механическом спросе? Литье из серого чугуна обеспечивает экономию средств. Задействованы ли в данном случае трубопроводы, работающие под давлением, или детали, важные для безопасности? Ковкий чугун является отраслевым стандартом. Успех Соответствие выбора материала типу нагрузки (растяжение или сжатие, статическая или циклическая) — это единственный наиболее эффективный способ предотвратить преждевременный выход детали из строя. Заключительные соображения по выбору материала Выбор между серым чугуном и ковким чугуном в конечном итоге требует четкого понимания механических требований, с которыми будет сталкиваться компонент на протяжении всего срока службы. Хотя литье из серого чугуна остается практичным и экономичным вариантом для многих применений с низкими напряжениями или чувствительными к вибрации, его недостатки в отношении прочности на разрыв, пластичности, ударопрочности и усталостных характеристик делают его непригодным для деталей, которые должны выдерживать динамические или критически важные для безопасности нагрузки. Покупатели, которые отдают предпочтение долгосрочной надежности и предсказуемому поведению при отказах, обычно обнаруживают, что ковкий чугун обеспечивает более высокие характеристики даже при более высоких первоначальных затратах на материал, что делает его более устойчивым выбором для сложных промышленных условий. .ai-blog { background: linear-gradient(180deg, #faf7f2 0%, #f7f4ee 40%, #f9f6f1 100%); padding: 56px 6% 72px; font-family: -apple-system, BlinkMacSystemFont, "Helvetica Neue", Arial, sans-serif; color: #2b2926; line-height: 1.75;}.ai-blog .ai-kicker { font-size: 13px; letter-spacing: 0.14em; text-transform: uppercase; color: #a08a6f; font-weight: 600; margin: 0 0 18px;}.ai-blog .ai-lede { font-family: Georgia, "Times New Roman", serif; font-size: 21px; line-height: 1.65; color: #3a3733; margin: 0 0 56px; padding-bottom: 40px; border-bottom: 1px solid rgba(160, 138, 111, 0.25); font-weight: 400;}.ai-blog section { margin-bottom: 40px;}.ai-blog h2 { font-family: Georgia, "Times New Roman", serif; font-size: 22px; font-weight: bold; text-align: left; letter-spacing: -0.01em; color: #1f1d1a; margin: 0 0 22px; padding-top: 6px;}.ai-blog h3 { font-family: Georgia, "Times New Roman", serif; font-size: 16px; font-weight: bold; text-align: left; color: #1f1d1a; margin: 28px 0 15px;}.ai-blog p { font-size: 16px; text-align: left; margin: 0 0 15px; color: #3a3733;}.ai-blog strong { color: #1f1d1a; font-weight: 700;}.ai-blog .ai-closing { font-family: Georgia, "Times New Roman", serif; font-size: 17px; color: #2b2926;}.ai-blog blockquote { margin: 24px 0; padding: 6px 0 6px 24px; border-left: 2px solid #c9a97e; background: rgba(201, 169, 126, 0.07); font-family: Georgia, "Times New Roman", serif; font-style: italic; font-size: 17px; color: #4a463f; line-height: 1.6;}.ai-blog ul,.ai-blog ol { margin: 0 0 15px; padding: 0;}.ai-blog li { list-style-position: inside; font-size: 16px; margin-bottom: 5px; color: #3a3733;}.ai-blog ul li { list-style-type: disc;}.ai-blog ol { counter-reset: item;}.ai-blog table { display: table; text-align: center; border-collapse: collapse; width: 100%; font-size: 16px; margin-bottom: 15px; background: rgba(255, 255, 255, 0.5);}.ai-blog thead { display: table-header-group;}.ai-blog tbody { display: table-row-group;}.ai-blog tr { display: table-row;}.ai-blog th { display: table-cell; font-weight: bold; border: 1px solid rgba(160, 138, 111, 0.3); padding: 10px 8px; background: rgba(201, 169, 126, 0.12); color: #1f1d1a;}.ai-blog td { display: table-cell; border: 1px solid rgba(160, 138, 111, 0.3); padding: 10px 8px; color: #3a3733;}.ai-blog caption { caption-side: bottom; font-size: 16px; margin-bottom: 12px; font-style: italic; color: #808080;}.ai-blog .ai-callout { border-radius: 4px; padding: 18px 22px; margin: 24px 0; border-left: 3px solid;}.ai-blog .ai-callout-label { font-size: 12px; font-weight: 700; letter-spacing: 0.1em; text-transform: uppercase; margin: 0 0 8px;}.ai-blog .ai-callout p:last-child { margin-bottom: 0; font-size: 15px;}.ai-blog .ai-callout--info { background: rgba(120, 150, 180, 0.08); border-left-color: #7896b4;}.ai-blog .ai-callout--info .ai-callout-label { color: #4d6b87;}.ai-blog .ai-callout--warning { background: rgba(196, 154, 84, 0.08); border-left-color: #c49a54;}.ai-blog .ai-callout--warning .ai-callout-label { color: #96702f;}.ai-blog .ai-callout--success { background: rgba(122, 155, 118, 0.08); border-left-color: #7a9b76;}.ai-blog .ai-callout--success .ai-callout-label { color: #4f6f4b;}.ai-blog .ai-callout--danger { background: rgba(178, 96, 84, 0.08); border-left-color: #b26054;}.ai-blog .ai-callout--danger .ai-callout-label { color: #8e4436;}
Адрес: № 188 Xingnan Road, город Наньмо, город Хайань, город Наньтун, провинция Цзянсу, Китай.
Телефон: +86-0513-88895668
Электронная почта: [email protected]